Collimator installation in 2018. (Image: CERN)
During the long-shutdown 2 (LS2), the Large Hadron Collider (LHC) collimation system will be upgraded, by the production and installation of four new primary and eight secondary collimators for beam halo cleaning, as well as four collimators in the dispersion suppression region. Additional 20% units will be produced and kept as spare. Collimators are a crucial part of an accelerator, allowing the controlled deposition of beam loses in specific locations, thus minimising its impact of radiation in the collider and detectors.
For the halo cleaning, the main goal of the upgrade is to decrease the impedance of the collimation system. This must be done by replacing the existing Carbon-Fibre-Carbon composite (CFC), used in in the collimator jaws, which are the elements actively intercepting the primary beam particles and the particle shower, with a higher-electrically-conductive material.
The primary and secondary collimators under production will thus be equipped with a novel composite, named Molybdenum-Graphite (MoGr), co-developed in the past years by CERN and Brevetti Bizz, an Italian company (Figure 1). The material possesses extraordinary thermo-physical properties, including a thermal conductivity more than doubles that of copper and a low density (2.5 g/cm3). Even more important for collimators, the new composite’s electrical conductivity is higher than that of CFC by a factor of 5. In the case of secondary collimators, the material will also be coated with a thin layer (6 µm) of metallic molybdenum, further boosting the surface electrical conductivity by an additional order of magnitude.
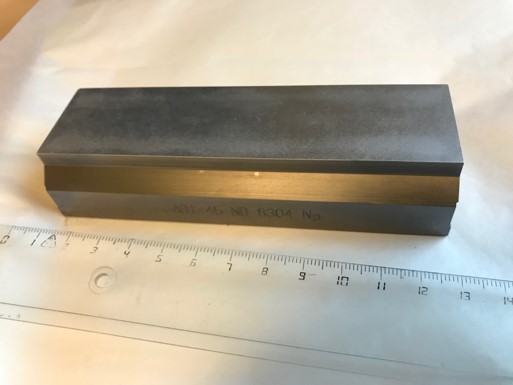

Figure 1: Molybdenum-Graphite block (left) and tapered extremity (right). (Image: CERN)
Finally, MoGr will also be adopted for the jaw tapered extremities, which host the Beam Position Monitor (BPM). Past experiments in the HiRadMat facility [1], in fact, have shown that the copper alloy previously used for these elements was destroyed in case of accidental beam impact on the jaw, while MoGr survives under the accidental design scenario, without any damage (Figure 2).
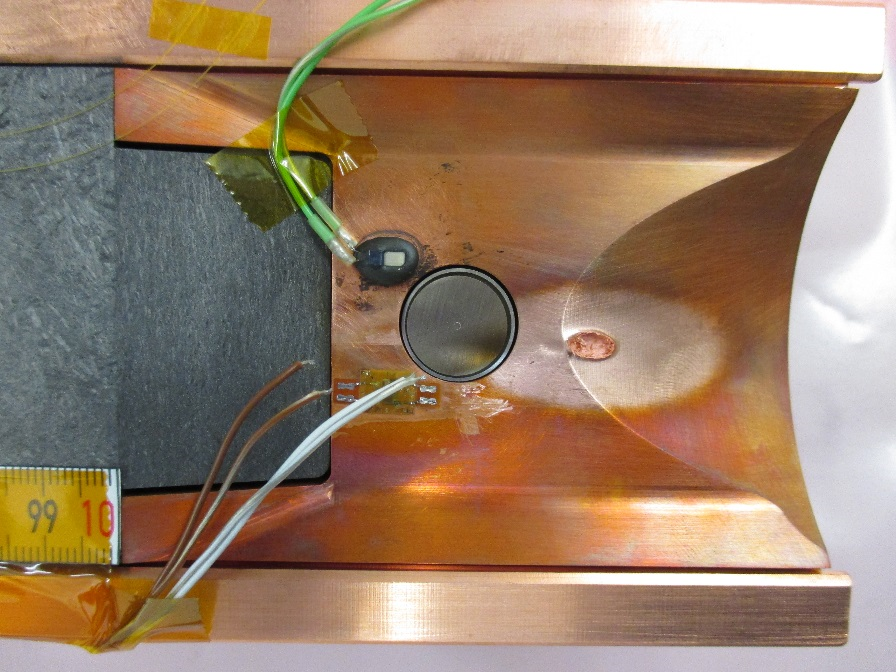
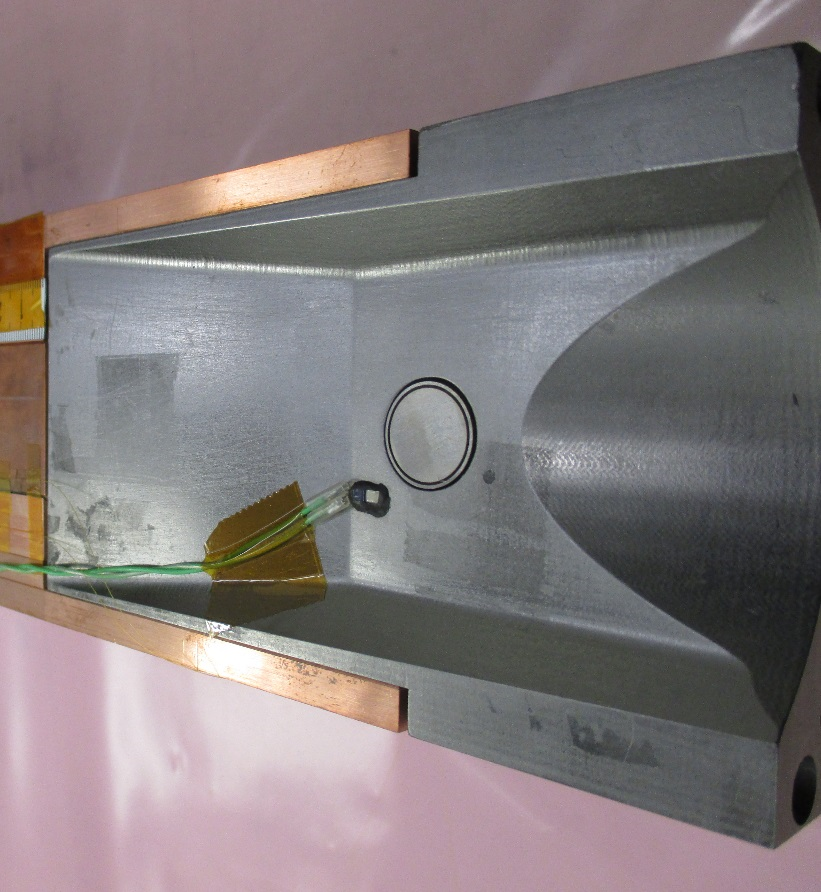
Figure 2: Impact of 288 proton bunches (SPS beam) on a copper-alloy standard tapered extremity (left) and on a MoGr tapering (right). (Image: CERN)
The production of MoGr blocks for the HL-LHC collimators is a challenging task [2].
In particular, the material must be sintered at extremely high temperature, above the melting point of the molybdenum carbide, which is formed during the process (> 2600 °C). This must be done applying an intense pressure to the mould, in a process known as spark-plasma sintering. After sintering, the material is submitted to another high-temperature cycle, this time pressure-less, for stress relieving, before being finally machined to very tight dimensional tolerances. The production contract for the MoGr was assigned to Nanoker, a company specialized in ceramic materials, sited in Oviedo (Spain). Production is currently ongoing, with a 60% completion, and an estimated end of production by the end of 2019.
The blocks are typically shipped to CERN in batches, with an average lead-time of one batch (i.e. material for one collimator plus spare) per month. After reception, the components are submitted to a thorough acceptance campaign, including dimensional and thermo-physical measurements, before being prepared for the molybdenum coating, which is performed by the Danish Technical Institute (DTI), sited in Aarhus (Denmark). The coating itself is an additional technological challenge: it must have a good adherence with the substrate, no impurities, and regular grain size.
Excellent results are being obtained with the high-power impulse magnetron sputtering technique (HiPIMS), where a pulsed Krypton plasma is generated between a Molybdenum cathode and an anode. Mo atoms (partially ionized) are sputtered away from the anode and deposited on the MoGr substrate. This technique guarantees an electrical surface conductivity equal to the maximum value theoretically possible, i.e. that of pure metallic bulk molybdenum. After the coated blocks are shipped back to CERN, they are submitted to a final UHV test, to ensure compatibility with the specifications for component installation in the LHC, before the final delivery to the company in charge of the full collimator production.
Technical challenges were experienced between the passage from an R&D phase to the industrial production, but they were solved thanks to good team-work within the High Luminosity-LHC project. The ongoing production of MoGr is, beyond a key ingredient for the HL-LHC upgrade, an important step towards industrialization of this material, which has potential interest in high-end fields such as aerospace, nuclear energy, fusion, heat dissipation, and any other domain where low density and high thermal and electrical properties are necessary. For this reason, the Knowledge Transfer group at CERN is significantly involved in the industrialization of the material, whereas further material optimization is in the scope of H2020 European projects, such as ARIES [3].
Further reading:
- G. Gobbi et al., “Novel LHC collimator materials: High-energy Hadron beam impact tests and non‑destructive post‑irradiation examination”. Mechanics of Advanced Materials and Structures, 2019, DOI: 10.1080/15376494.2018.1518501.
- J. Guardia-Valenzuela et al., “Development and properties of high thermal conductivity molybdenum carbide - graphite composites”. Carbon, 135, pp. 72, 2018.
- More information on H2020 ARIES project: https://aries.web.cern.ch/


