Header Image: The teamwork with the first copper seamless 400 MHz cavity. (Image: C. Pira)
Superconducting radiofrequency accelerating cavities are the heart of modern particle accelerators. One of the key challenges for FCC is the development of more efficient superconducting RF cavities. Any progress on substrate manufacturing and preparation will have an immediate impact on the final RF performance, as it was demonstrated by the seamless cavities produced for the HIE-ISOLDE project. The welded ISOLDE Quarter Wave Resonators show the typical Q-slope of thin films cavities (decrease of the Cavity Quality Factor at high accelerating fields). The issue was substantially reduced substituting the welding cavities with seamless ones.
Seamless construction helps to reduce the performance limitations arising from defects and irregularities of the welding seams and the area in their vicinity, as well to reduce possible contamination originating from them. FCC studies push in this direction, exploring the seamless cavity production by spinning and electro-hydraulic forming. The cavities will be made both in bulk niobium and in copper coated with a thin film of superconductive niobium.
Spinning is a well-known forming technique since the Middle Ages, however, the SRF community needed to wait for Enzo Palmieri who produced the first seamless elliptical cavity spun and presented it during the SRF conference of 1993 at CEBAF.
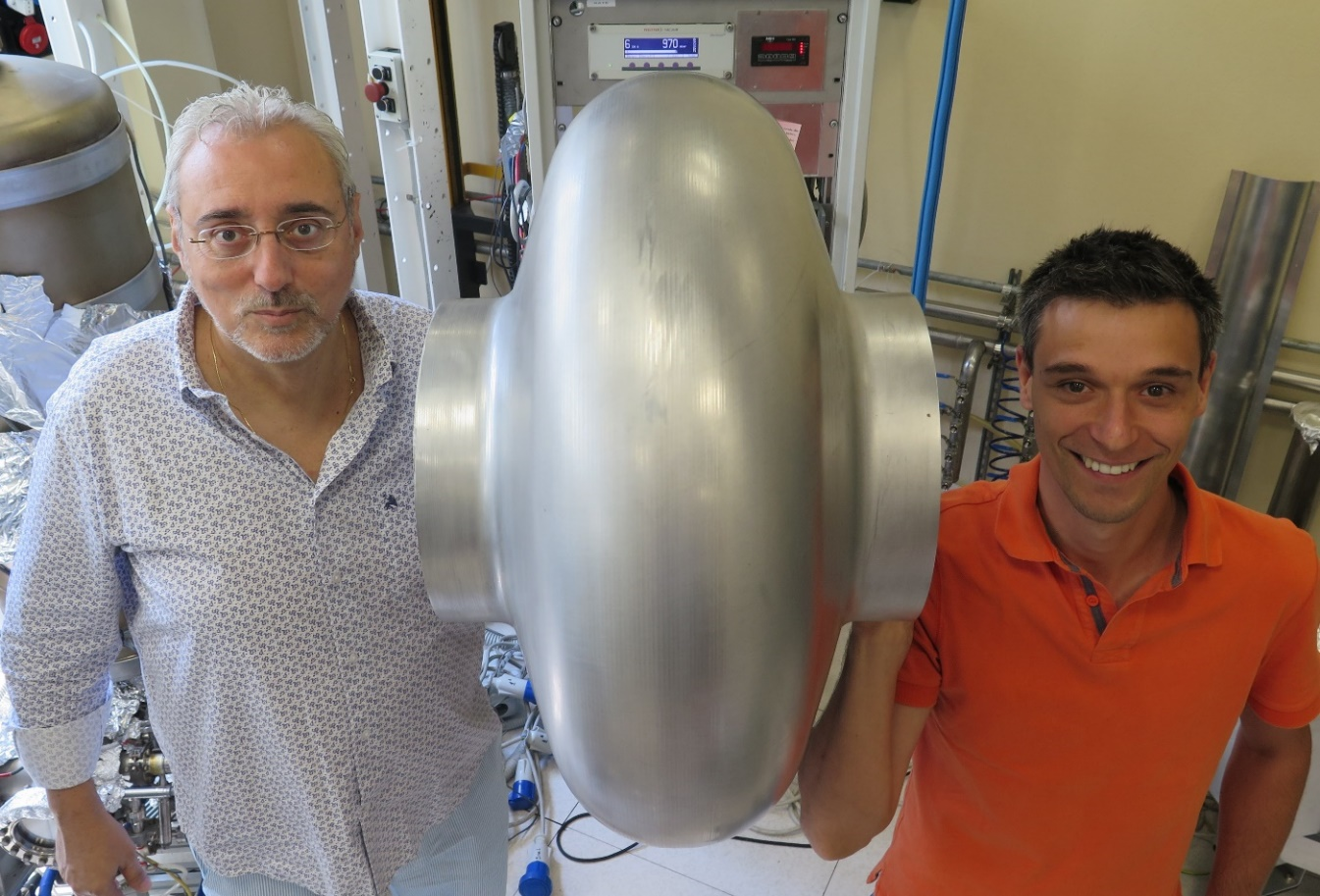
Figure 1. The aluminum seamless 400 MHz cavity prototype realized under the supervision of Enzo Palmieri. (Image: O. Azzolini)
In particular, he showed the possibility to spin a copper and niobium monocell, complete with cut-off tubes, starting from planar blanks. The technique is now mature, and it has demonstrated the feasibility to produce a 1.5 GHz nine cell elliptical resonant cavity. For its cheapness, today the spinning technique is largely used by the SRF community for the production of R&D cavities, both in niobium and copper. However, in the production of cavities for accelerators, the standard technique is still preferred. Elliptical cavities traditional fabrication methods consist in the spinning, or deep drawing, of the half-cells and a further electron beam welding on the equator. This protocol guarantees the required dimensional tolerance in a large-scale production, which is a mandatory parameter in the RF design of the accelerator. Due to the non-symmetrical nature of the seamless spinning fabrication method, to guarantee the dimensional tolerance in a large-scale production of thousands cells required from FCC is one of the challenges of this research.
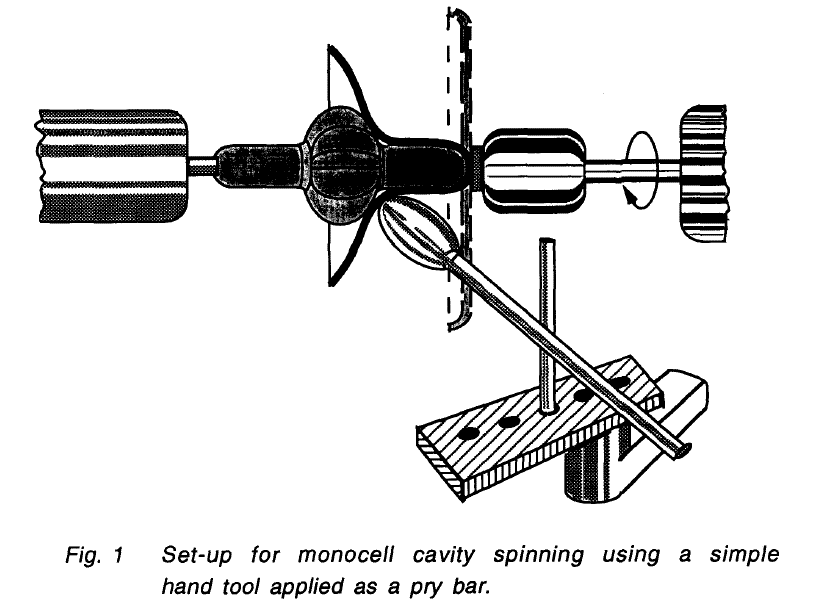
Figure 2. Image featured in the Proceedings of 6th International Conference on RF Superconductivity (SRF1993). Set-up for monocell cavity spinning using a simple hand tool applied as a pry bar. (Image: E. Palmieri)
Moreover, since in FCC the 400 MHz cavities are demanded, the cell diameter increases almost 4 times compared to the standard 1.3 and 1.5 GHz produced up to now by seamless spinning methods. The seamless spinning process increases the surface, from the sheet to a final cavity shape, more or less of a factor of 1.5, independently on the cavity frequency and dimension. This means that the increment in surface during the spinning, in absolute values is 15 times higher in a 400 MHz cavity than the same increment in a 1.3 GHz cavity!
When the seamless spinning technique was proposed for the FCC cavities studies, no one knew if the large amount of cold work generated during the spinning of such a huge cavity, could allow to close the cavity without producing any cracks.
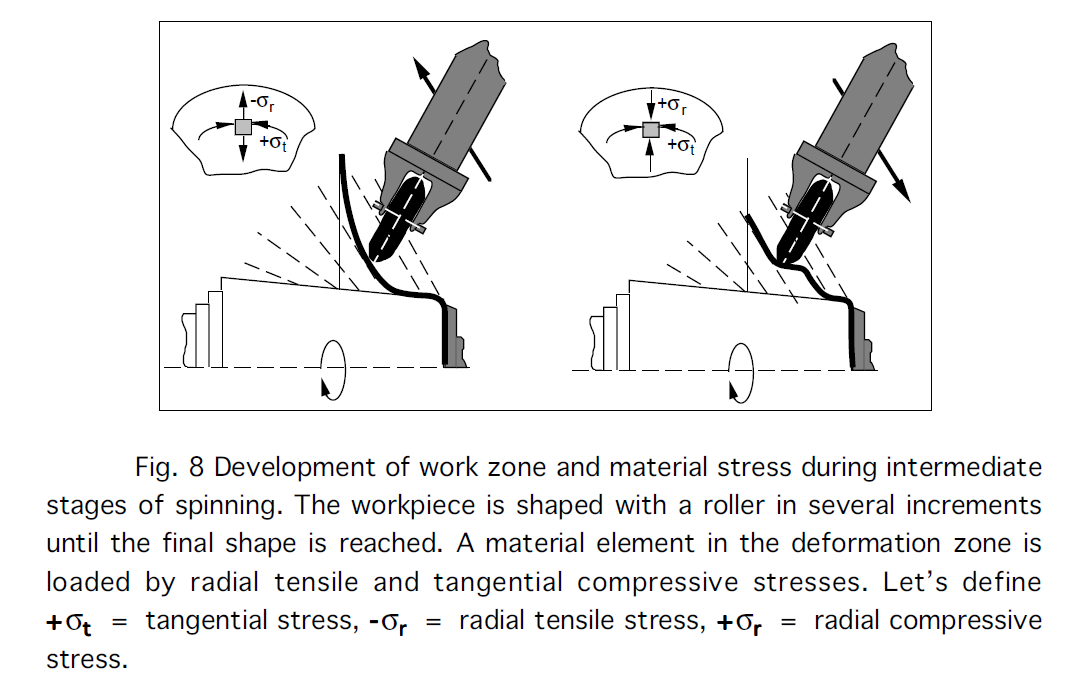
Figure 3. Image featured in the Proceedings of 8th International Workshop on RF Superconductivity (SRF1997). Development of work sone and material stress during intermediate stage of spinning. (Image: E. Palmieri)
In 2017 the aluminum prototype was realized. Aluminum cavity is the first step in seamless spinning production, since aluminum is very machinable compared to copper and niobium and the prototype is used to test the mandrel and the metrology of the cavity. For us, this piece of metal has got a special meaning: it was the last seamless cavity realized by Enzo Palmieri.
During the last year the INFN-LNL SRF group has been carrying out the R&D of the seamless 400 MHz cavities, following the road traced by Enzo, but without benefiting of his genius and his 30 year’s experience.
The first 400 MHz copper cavity spun showed deep cracks near the cell iris, but was fundamental to understand how to improve the process. For a 1.3 GHz a single intermediate annealing between the spinning of the first half cell and the second one allows a complete closure of the cavity. For the 400 MHz cavity, at least three intermediate annealings in ultra high vacuum furnace, at three different stages of spinning process, are necessary for the complete closure.
In November 2018, the first seamless 400 MHz copper cavity in the world was produced. The cavity required three months of work to be finalized, but the more difficult part starts now: to optimize the process and transform a hand-made technology into an industrialized one capable to produce the thousands of cells required by FCC.
References
- Figure 2. V. Palmieri, R. Preciso, and S. Y. Stark, “Seamless 1.5 GHz cavities obtained by spinning a circular blank of copper or niobium,” in Proceedings of 6th International Conference on RF Superconductivity (SRF1993), CEBAF, Newport News, Virginia, USA, 1993.
- Figure 3. V. Palmieri, “Seamless cavities: the most creative topic in RF Superconductivity,” in Proceedings of 8th International Workshop on RF Superconductivity (SRF1997), Abano Terme (Padova), Italy, 1997, vol. 3.


